

Vertical Focus Probing
OPTICAL MEASURING TECHNIQUE ENABLES LATERAL PROBING OF COMPONENTS
Up to now, geometries such as bore holes of injection valves in the automotive industry were difficult to measure optically. The lateral probing of components with vertical surfaces was limited to tactile measuring systems, CT solutions or complex customized solutions. This changes with Vertical Focus Probing, an extension of Focus-Variation technology. Based on areal measurements, the optical probing of components over the entire surface is possible.
Different optical measuring methods allow the measurement of components with different flanks. The spectrum of measurable flanks or slopes has so far covered 0° - 85°, whereby in industrial practice, Focus-Variation has established itself as the most suitable method for steep flanks. However, this technology has also reached its limits for components that show flanks steeper than 85°. Nonetheless, Bruker Alicona has been constantly developing Focus-Variation for 15 years and has complemented their optical measurement principle with a new technique, Vertical Focus Probing. Even surfaces with slopes of more than 90° can now be optically touched and measured in 3D.
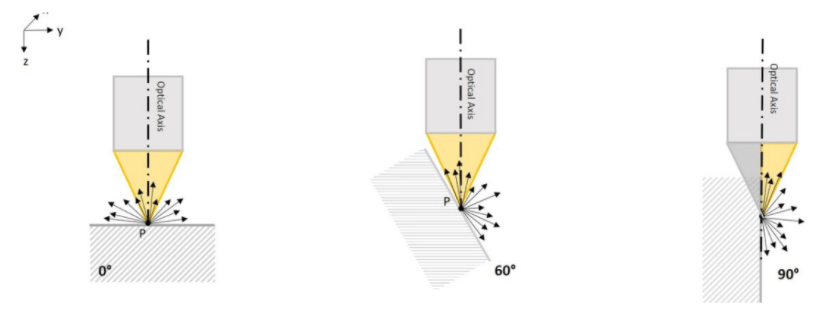
Diferentes tecnologías permiten la medición de componentes con diferentes flancos. Aquí: Superficies con 0 °, 60 ° y 90 °
Surface measurement of slopes steeper than 90º
Vertical Focus Probing is based on the use of partial light. In addition to coaxial light, light from different directions is used. As a result, individual light rays diffusely reflected from vertical surfaces are captured again by the objective, enabling the traceable and repeatable measurement of flanks with more than 90° in a high-resolution.

How high the proportion of reflected light rays is, depends on the geometry and the roughness of the surface to be measured as well as on the light source used. The objective also plays a role, as, depending on its diameter, an objective can also capture reflected light from surfaces that show flanks steeper than 90°.
This is where the numerical aperture (AN) comes into play, which is defined by the objective diameter and the working distance. It influences how much the measurable slope of a surface can still exceed the 90° mark.
ISO 10360 conform verification
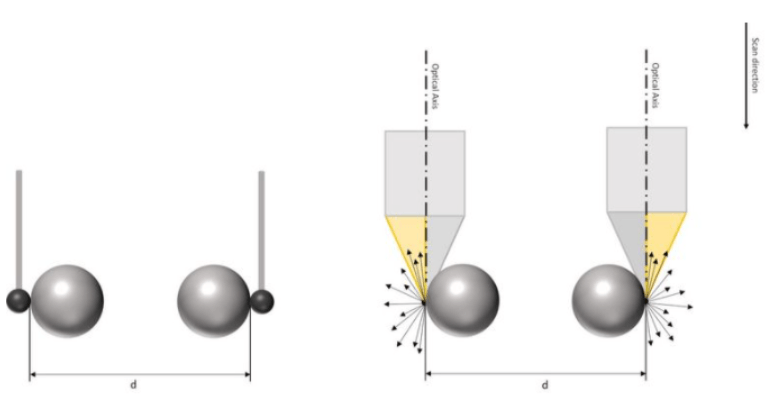
Coordinate measuring machines are verified according to EN ISO 10360. Part of this process is, among other things, the measurement of the bidirectional length measuring error of e.g. ball bars.
Typically, tactile methods are very well suited for this purpose, since they can probe the ball laterally. For optical methods this was not possible until now. With Vertical Focus Probing, this is changing: balls can be probed at the equator, which makes it possible to determine the distance.
Accuracy, benefits and fields of use (Vertical Focus Probe)
Vertical Focus Probing can be used for a wide range of applications in dimensional metrology, respectively in all areas of the manufacturing industry and production. Among others, the tooling industry, precision manufacturing, the automotive industry as well as the aerospace sector benefit from new measurement possibilities whenever it comes to components with vertical surfaces. Features such as holes, bores, reference surfaces, contours, lengths etc. can thus be optically measured with high accuracy, in high resolution and short measuring times.

PMI verifications (Product and Manufacturing Information) including dimensional and position tolerances (GD&T characteristics) are realized by measuring several positions from only one measuring direction, as it is with tactile systems. It is not necessary to un- or reclamp components in order to measure parameters such as diameter, lateral distances etc. Due to the area-based measuring principle and the resulting high measurement point density, a large number of measuring points can be used for the evaluation of e.g. form deviations, which enables the robust measurement of especially small geometries.
Optical hole measurement
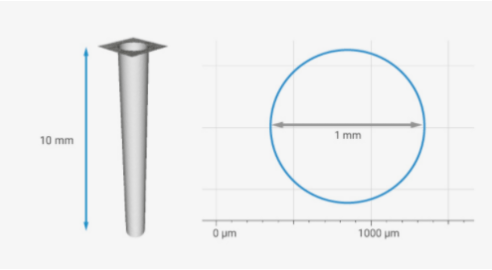
Typical applications of Vertical Focus Probing are, as of example, the measurement of micro bore holes such as injection nozzles or cooling holes.
The diameter to depth ratio of holes ranges from 1:3 to 1:10, the measurable diameter is 0.1 mm to 2 mm. Users measure parameters such as outer and inner diameter and opening angle.
Multiple hole measurement
In combination with an automatic rotation unit "µCMM Real3D", turning the 3-axis CMM into a 5-axis system, multiple holes including their orientation to each other can be measured. One application which can be achieved is the measurement of injection nozzles including diameter, K-factor, injection angle and side angle.
This new technology is an extension of the Focus-Variation technology and hence a pure optical measurement technology. It allows the measurement of vertical walls and micro holes directly without articulating the sample during the measurement. Read in this recently published R&D paper more about the measurement principle of Vertical Focus Probing and the impact of this method with respect to micro hole measurement and 3D measurements of steep flanks with a slope angle of more than 90°. For all measurements the optical coordinate measurement machine µCMM is used.
